February 28, 2026
Food-grade silicone tubing is a versatile material used across numerous industries, from food and beverage processing to pharmaceutical and medical applications. Its flexibility, inertness, and ability to withstand extreme temperatures make it an ideal choice where purity and reliability are paramount. This article delves into the properties, applications, benefits, and selection criteria for food-grade silicone tube, providing a thorough overview for professionals seeking optimal solutions for their fluid transfer needs. Understanding the nuances of silicone tubing can significantly improve process efficiency and product safety.
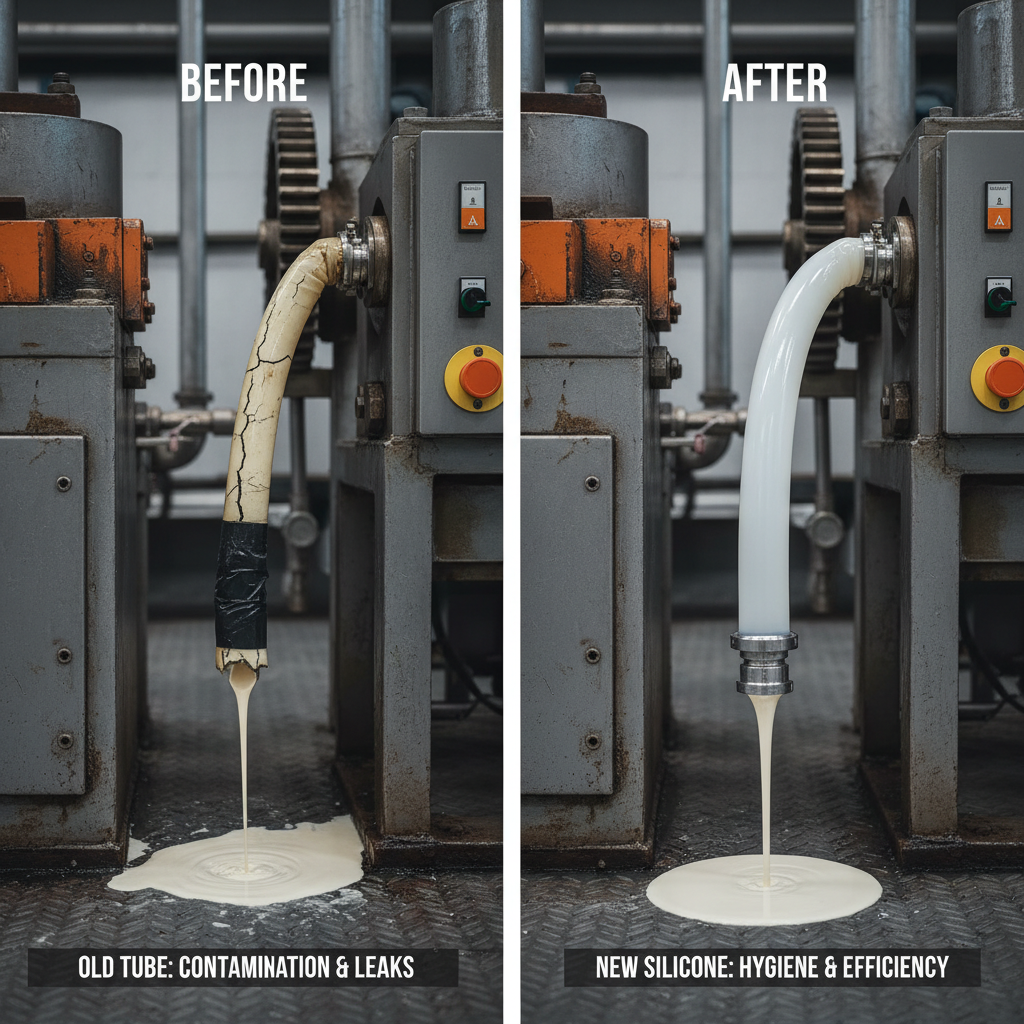
The term “food-grade” isn’t simply a marketing claim. It signifies that the silicone tubing meets stringent regulatory standards for safety and purity when in contact with food and beverage products. Typically, this means compliance with regulations set by the U.S. Food and Drug Administration (FDA) and, in Europe, with EU regulations. These regulations dictate limitations on extractable substances and ensure the tubing doesn’t leach harmful chemicals into the fluids it carries. GYF Silicone prioritizes sourcing raw materials and manufacturing processes that ensure complete adherence to these standards. This commitment guarantees a safe and reliable product for even the most sensitive applications.
Key Highlights: Food-grade silicone tubing adheres to strict FDA and EU regulations, ensuring no harmful chemicals leach into fluids. It is designed for purity and reliability in food and beverage applications.
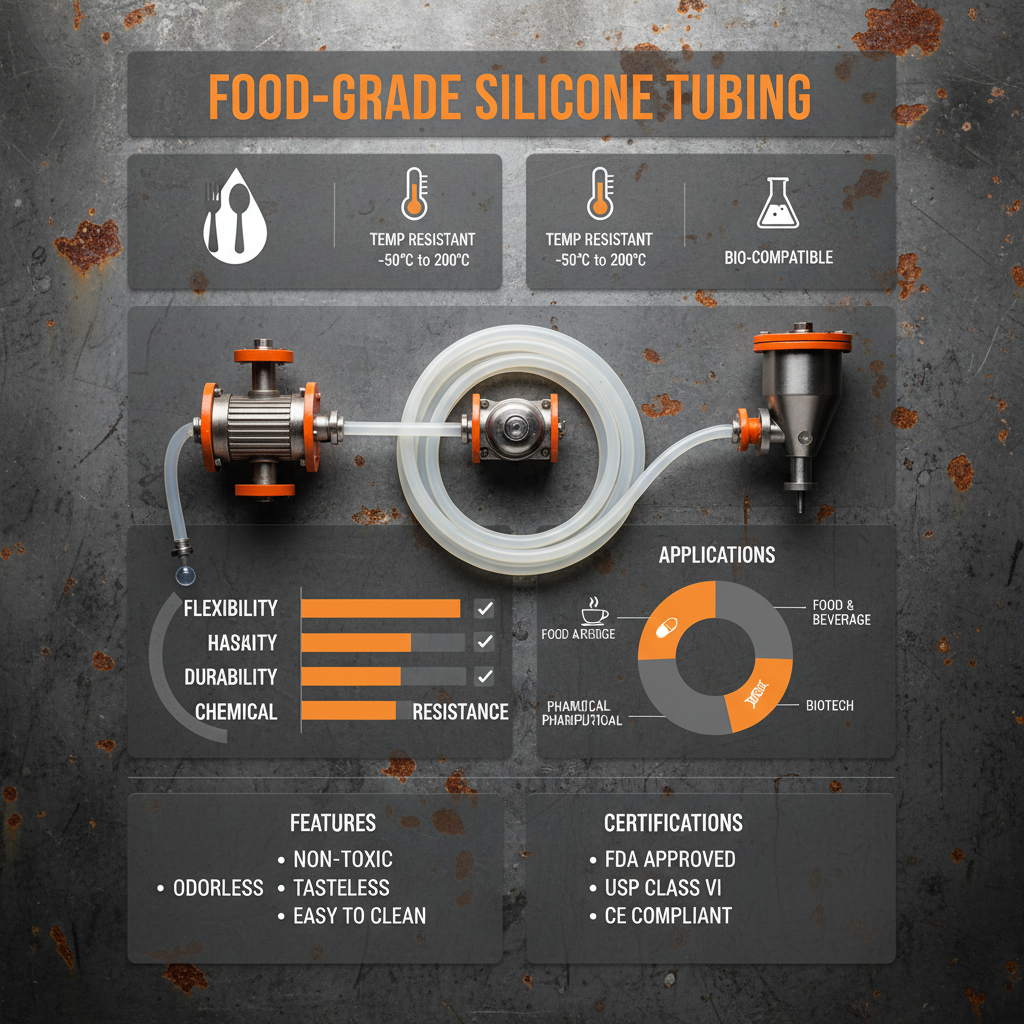
Food-grade silicone tubing exhibits a remarkable range of beneficial properties. It’s exceptionally flexible, allowing for easy routing and connection in complex systems. Its high temperature resistance – typically ranging from -60°C to +200°C (-76°F to +392°F) – makes it suitable for hot fill applications, sterilization processes, and extreme temperature variations. Silicone is also inherently inert, meaning it doesn't react with most substances, preserving the integrity of the fluid being transported. Furthermore, it's resistant to UV radiation, ozone, and weathering, ensuring long-term durability. These characteristics position silicone tubing as an outstanding choice for demanding applications.
Key Benefits of Silicone Tubing:
• Exceptional flexibility for easy routing.
• High temperature resistance (-60°C to +200°C).
• Inertness prevents reactions with fluids.
• Resistance to UV, ozone, and weathering.
While various materials can be used for fluid transfer, food-grade silicone tubing often surpasses alternatives in critical applications. Compared to PVC tubing, silicone offers superior temperature resistance, flexibility, and a lack of plasticizers that can leach into the fluid. Rubber tubing, while flexible, can impart taste and odor to the transported fluid, and may not be as chemically inert. Stainless steel tubing offers excellent chemical resistance but is rigid and expensive. Silicone strikes a balance between performance, cost-effectiveness, and safety, making it a preferred choice for many food and beverage processors. Choosing the right material requires a careful assessment of the specific application and its requirements.
The versatility of food-grade silicone tubing extends to a wide spectrum of applications. It's commonly used in beverage dispensing systems (beer, wine, coffee), food processing equipment, pharmaceutical filling lines, and laboratory equipment. It's also ideal for transferring ingredients like syrups, oils, and sauces. The tubing’s biocompatibility makes it suitable for medical applications such as peristaltic pumps and drainage systems. From small-scale artisanal food production to large-scale industrial processing, silicone tubing offers a safe and reliable solution.
Choosing the optimal silicone tube involves considering several factors. Diameter and wall thickness are critical, depending on flow rate and pressure requirements. Reinforcement options, such as braided stainless steel, can be added for higher pressure applications. Color coding can be used to identify different fluids within a system. Finally, always verify that the tubing is certified as food-grade and complies with relevant regulations. GYF Silicone offers a wide range of sizes, reinforcements, and certifications to meet diverse application needs.
Food-grade silicone tubing represents a superior choice for applications demanding purity, flexibility, and reliability. By understanding its properties, applications, and selection criteria, professionals can optimize their fluid transfer systems and ensure product safety. Investing in high-quality silicone tubing from a trusted supplier like GYF Silicone is a crucial step towards operational excellence.
Food-grade silicone tubing typically withstands temperatures from -60°C (-76°F) to +200°C (+392°F). However, prolonged exposure to extreme temperatures can affect the tubing's lifespan. It's essential to consult the manufacturer's specifications for the specific grade of silicone tubing to determine its optimal temperature range and suitability for your application. Certain reinforced silicone tubes can even handle higher temperatures, but this varies depending on the reinforcement material.
Food-grade silicone tubing is relatively easy to clean and sanitize. It can be washed with mild soap and warm water. For more thorough sanitization, it can be autoclaved or sterilized with steam. Avoid using harsh chemicals or abrasive cleaners, as these can damage the tubing. Always rinse the tubing thoroughly after cleaning to remove any residue. Refer to the manufacturer's guidelines for specific cleaning recommendations.
Generally, yes, food-grade silicone tubing is suitable for a wide range of food and beverage applications. However, it's important to consider the specific fluid being transferred. Highly concentrated acids or solvents might degrade the silicone over time. Always check the chemical compatibility chart provided by the manufacturer to ensure the tubing is compatible with the specific substance.
Platinum-cured silicone tubing is considered higher quality and offers superior purity and biocompatibility. The curing process uses a platinum catalyst, resulting in fewer byproducts and lower levels of volatile organic compounds (VOCs). Peroxide-cured silicone, while more affordable, uses a peroxide catalyst which can leave trace amounts of byproducts that may affect taste or odor. For critical applications involving sensitive fluids, platinum-cured silicone is generally preferred.

Long Service Life Pneumatic Diaphragm Pump Silicone Rubber Diaphragm

Rubber SealNBR Ring for Hydraulic Cylinders Piston

Similar MONO Progressive Cavity Pump Pin Seal

Apr 17, 2026
Advanced Air Sterilization Machine for Indoor Air Quality and Safety


